
Residual Stress in Welded Pipe

Figure 1. Section of 30 inch diameter welded pipe for use in testing.
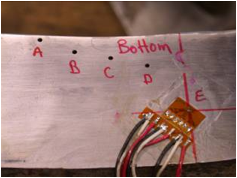
Figure 2. Test points through the 2 inch wall thickness of the pipe section. |
Usually when parts or structures are subjected to damaging loads they suffer from immediate breakage or some sort of deformation that is readily detectable; once the damage is observed, the part can be repaired or replaced. Some damage, however, cannot be easily seen, and is caused by loads that are locked into a part. These locked in loads are called residual stresses, and commonly arise from welding processes. Residual stresses in welding are caused by the different rates of cooling that a part experiences after the heat of welding is removed. Usually the designer and fabricator take steps to account for these hidden loads, but sometimes they are overlooked. By themselves the residual stresses are usually insufficient to deform or break the part; however in combination with repeated operating loads, the part can experience fatigue and fail suddenly and prematurely.
Figure 1 shows a common engineered part – a section of large diameter high pressure pipe. This pipe is 30 inches in diameter with a 2 inch thick wall, and is made of ordinary carbon steel. This section was cut from a much longer piece of pipe used to convey cooling water at a power plant. For corrosion protection, the entire inside surface of the pipe was weld clad with one quarter of an inch thick stainless steel. In addition, the pipe was welded along its length during manufacture (the pipe starts out as a flat sheet and is rolled into shape and welded), then welded end-to-end with other pipe sections.
Extensive testing using strain gages was conducted to measure the residual stresses introduced into the part as a result of the three welding processes described above. Figure 2 shows a typical strain gage installed about one and a quarter inch from the inside surface of the pipe. The gage measures the slight deformation of the pipe as a small amount of material is removed from the pipe wall with a drill. It is not uncommon to measure stresses near welds high enough to crack the material. In this case the stresses were not high enough to crack the material because of steps taken during the welding process such as heating before and after welding, and control of weld heat and speed. Still, high stresses remained in the part, and if not properly accounted for could combine with stresses from operation to drastically reduce the life of the pipe.